+/-0.25%(일반) 미만으로 제어 게이지! 기어 펌프는 헤드 압력 변화의 영향을 거의 완전히 상쇄합니다. 펌핑 효율은 일반적으로 99.5% 이상입니다.
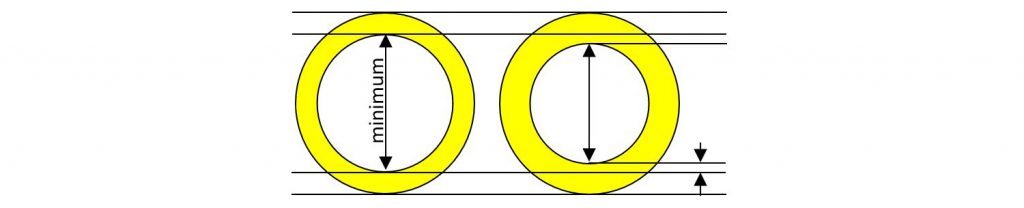
다이 입구 p에서 최대 50:1 감소안심 스윙! 일정한 체적 출력(cc/rev)을 통해 프로필 전체에서 정확하고 반복 가능한 치수. 다이 압력 스윙은 일반적으로 0.5 -1%로 유지됩니다. 그러나 기어 펌프가 없으면 압출기는 10-15%의 다이 압력 스윙을 생성할 수 있습니다.
더 많은 회수를 사용하십시오. PSI 기어 펌프 플랫라인 압출기 배럴이 다이의 압력 생성 기능을 인수하기 때문에 상당한 양의 서지가 발생합니다.
압출기의 출력을 높이십시오 – 우리는 25%보다 더 큰 이득을 제공했습니다! 압출기 배압을 낮춤으로써. 예시:
당신의 평균이라면 회선 속도는 2,000lbs./hr., 10% 생산량 증가(우리의 전형적인 최소 이득) 시간당 200파운드를 산출합니다. 추가 생산. 연간 5,000시간 이상의 생산, 증가는 1,000,000파운드까지 추가됩니다. 판매 가능한 추가 제품의! 여기에 파운드당 이익을 곱해 보십시오!
보다 빠르게 생산에 투입 (또는 더 빨리, haul-off 제어 옵션 포함) 터치 버튼 자동 시동 포함 – 더 많은 판매 가능한 제품과 훨씬 적은 스크랩을 생산합니다!
낮은 제품 비용! 엄격한 허용 오차로 인해 재료 낭비가 적습니다.
스크랩을 잘라! 일관된 출력과 치수 안정성은 가치 있는 고객을 만족시키고 사양을 벗어나고 스크랩을 줄이는 판매 가능성이 더 높은 제품을 의미합니다.
당신의 수명을 증가 압출기 부품 펌프가 압출기에서 압력 부하를 제거하기 때문입니다. 배럴, 나사, 베어링, 기어박스는 더 오래갑니다!
에너지를 절약합니다! 펌프를 추가하면 일반적으로 전체 라인 앰프 부하가 줄어듭니다. 소규모의 일관된 절감액이 시간이 지남에 따라 큰 절감액으로 이어집니다.
선박용 기어 펌프:
진공 상태에서 사전 충전을 위한 큰 입구 구멍
압력 건물
옮기다
뜨거운 기름 열을 위한 ANSI 정격 플랜지로 재킷
낮은 처리 온도
낮은 에너지 소비
낮은 전단 응력
기어 펌프 작동 원리:
기어 펌프는 베어링 내에 설정된 2개의 역회전 기어와 공차 하우징으로 구성된 용적식 장치입니다.
폴리머 용융물은 흡입(입구) 측으로 공급되고 토출 측으로 정밀하게 계량됩니다.
각 기어 톱니 사이의 재료 부피는 정확히 동일하며 각 전체 회전은 일관된 선형 출력 부피(cc/rev로 측정)를 제공합니다.
기어 톱니가 서로 맞물려 다이에 압력을 가할 수 있는 밀봉을 효과적으로 형성합니다.
기어 펌프 구성 요소는 일반적으로 가장 일반적인 압출 응용 분야에 대해 98-99+% 효율로 간주되며 광범위한 용융 점도 및 밀도를 처리합니다.
압력 스윙 감소(비디오 포함)
애플리케이션 #1 – HDPE 파이프
펌프 출구 범위: 0.17%
펌프 입구 범위: 5.28%
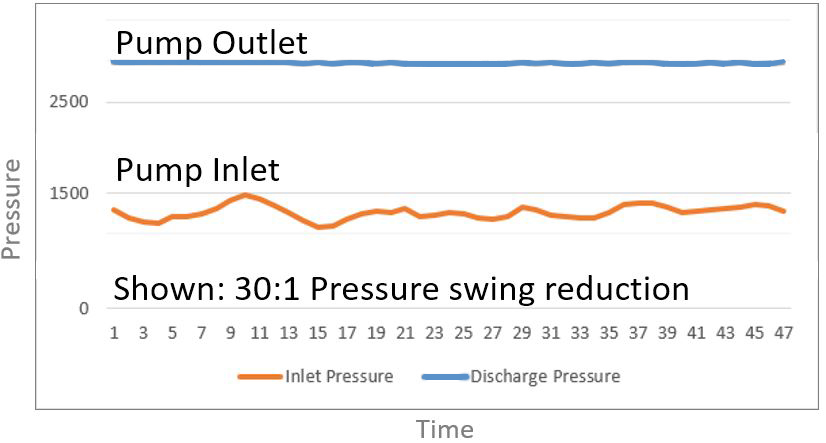
애플리케이션 #2 – 회수
펌프 배출구
높음: 1,123psi
낮음: 1,118psi
중앙값: 1,120.5psi
범위: 5psi
변화: 0.44%
펌프 입구
높음: 810psi
낮음: 553psi
중앙값: 681psi
범위: 257psi
차이: 37.7%
51:1 압력 스윙 감소*
* 애플리케이션에 따라 다름 – typ 20:1 – 50:1
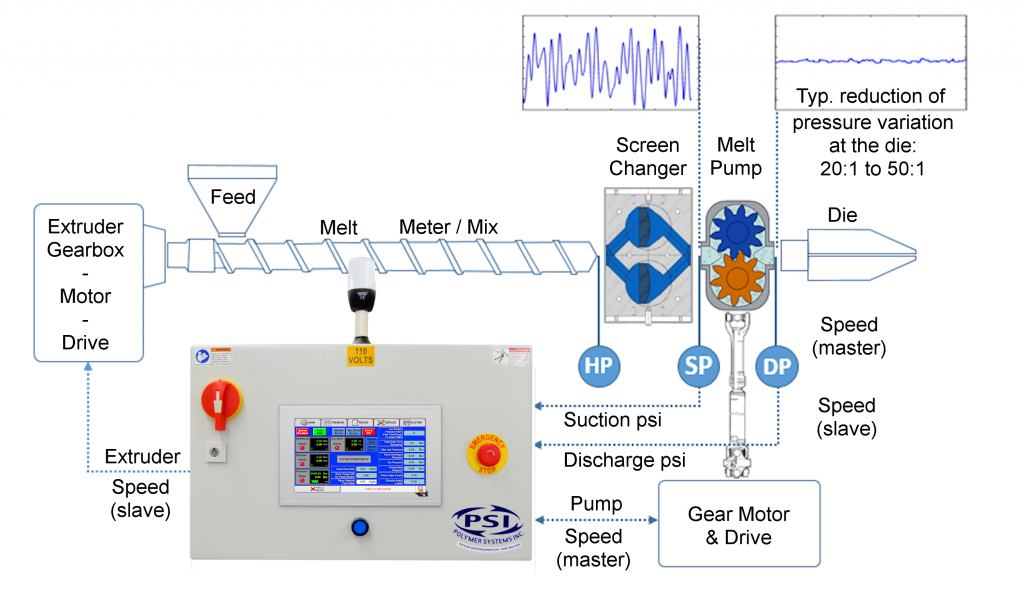
개략도
일정한 볼륨 출력을 위한 일반적인 제어 루프
중량 압출 제어와의 비교
수도관 생산업체와 압출 제어 비교
"압출 제어 시스템을 운영하고 멜트 펌프를 추가했습니다..
우리의 다이와 재료는 높은 배압을 생성합니다. 용융 펌프로 그 압력을 생성하면 부하가 줄어들고 스러스트 베어링, 압출기 나사 및 홈이 있는 공급 섹션의 수명이 연장됩니다. 그것은 적어도 그들의 수명을 두 배로 늘립니다. 큰 절약.
에너지 절약. 압출기 공급에 대한 HP 요구 사항의 감소는 용융 펌프에 필요한 마력을 초과합니다. 소액의 절감액이지만 현실적이고 일관성이 있습니다.
용융 온도 감소. 압출기 대비 압력을 생성하는 용융 펌프를 통해 도입되는 열 감소(PSI: 경험 법칙: 1,000psi 드롭당 6°-7°F)
처녀의 경우에도 나사 회전에 의해 생성되는 약간의 서징이 항상 있습니다. 중량 측정 호퍼와 비교하여 t그는 기어 펌프 제공중광석 일관된 피드.”
압출 제어
기어 펌프
체중 조절에 좋다
게이지/벽 제어에 적합
밀도 변화에 따른 출력
정확한 체적 변위와 연결된 출력
단주기 서지 제어 없음
20:1 - 50:1 서지 제어
치수 제어 향상
가장 엄격한 치수 제어
중저 %의 재분쇄물
최대 100% 재연마(재료 비용 절감)
다이 압력의 변화 추적
다이 압력 제어
압력 흐름은 제품 게이지에 영향을 미칩니다.
별일 아니다
풀러 속도를 제어할 수 있습니다.
풀러 속도를 제어할 수 있습니다.
압출기 헤드 압력을 높입니다.
압출기 헤드 압력 감소(압출기 마모 감소)
출력에 효과적인 이득 없음
출력에서 일반적인 10-15++% 이득
생각해 보십시오. 동일한 용융 지수를 가진 두 개의 서로 다른 재료 공급업체(또는 혼합 재생 공급원료)의 용융 밀도가 약간 변경되면 중량 측정 시스템에서 길이당 중량이 발생할 수 있습니다. 중량 측정이 길이당 중량 설정을 유지하기 위해 한 게이로드에서 다음 게이로드로의 겉보기에 미미한 용융 밀도 변화는 보상을 위해 프로파일 변경(더 두껍거나 얇은 벽)을 생성하는 중량 제어 결과를 초래합니다. 씨게이지/벽 변경 사항 있음체중이 일정할 때 크게 실망할 수 있습니다. 체적 변위가 있는 PSI 기어 펌프는 이 문제를 해결합니다. 동일한 MI를 갖는 재료 공급 공급 간의 밀도 변화는 제품 프로파일의 치수 안정성에 영향을 미치지 않습니다! 프로파일을 제어하려면 다이로의 공급을 체적으로 제어하십시오.
기어 펌프 투자 회수
도관 파이프 생산자(1.5″ SDR 13.5)
151g 0.33289파운드 NO PUMP가 있는 길이당 평균 무게
145g 0.31967파운드 PUMP로 길이당 일정한 무게
6g 0.01323파운드 펌프로 무게 절감
65피트/분
3900피트/시간
20시간/일
주 5일
50주/년
257,985파운드/년 절약됨!
배수관 생산자
“큰 압력 변동은 파이프가 40그램 더 무겁게 작동해야 함을 의미합니다. 기어 펌프를 사용하면 허용 오차를 15g 더 무겁게 유지할 수 있습니다.” 골판지 - 분수 용융 HDPE 재분쇄 플레이크
40g 0.08818파운드 펌프가 없으면 압력 +/-를 수용하기 위해 더 무거운 공차 "X"를 실행합니다.
25g 0.05512파운드 펌프를 사용하면 더 무거운 'x'에 대한 공차를 유지할 수 있습니다.
15g 0.03307 파운드 펌프로 중량 감소
12피트/분
720피트/시간
24시간/일
주 7일
50주/년
200,007파운드/년 절약!
"과거에는 아무도 무게에 대해 신경 쓰지 않았지만 도입된 효율성 제어로 인해 모든 폐기물이 계산됩니다."