What a PSI Gear Pump can do for you?
Gear Pumps For Polymer Extrusion Applications:
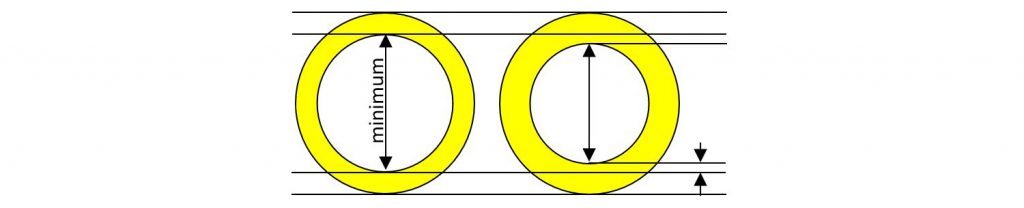
- Control gauge to less than +/-0.25% (typical)! Gear pumps almost entirely offset the effects of head pressure variation. Pumping efficiency is typically 99.5% or better.
- Up to 50:1 reduction in die inlet pressure swings! Accurate, repeatable dimensions across your profile through constant volumetric output (cc/rev). Die pressure swings are normally held to 0.5 -1%. However, without a gear pump, the extruder can generate die pressure swings of 10-15%.
- Use more reclaim – lots more. PSI gear pumps flatline a great deal of surge from the extruder barrel since they take over the pressure-building function for the die.
- Boost your extruder’s output – we’ve provided gains greater than 25%! by lowering extruder back pressure. Example:
If your average line rate is 2,000 lbs./hr., a 10% production increase (our typical minimum gain) yields 200 lbs./hr. of added production. Over a 5,000 hour production year, the increase adds up to 1,000,000 lbs. of additional product available for sale! Try multiplying that by your profit per pound!
- Gets you into production faster (or faster yet, with optional haul-off control) with touch-button automated start-up – yields more saleable product and much less scrap!
- Lower product cost! Less material give-away due to tighter tolerance extrusion.
- Cut the scrap! Consistent output and dimensional stability mean more saleable product to keep your valued customers happy, less off-spec and less scrap.
- Increases the life of your extruder components since the pump takes the pressure load off the extruder. Barrels, screws, bearings, gearboxes last longer!
- Saves you energy! Adding a pump typically reduces the entire line amp load. Small consistent savings add up to big savings over time.

Gear Pumps For Vessel Applications:
- Large inlet bore for pre-filling under vacuum
- Pressure Building
- Transfer
- Jacketed with ANSI rated flanges for hot oil heat
- Lower processing temperatures
- Lower energy consumption
- Lower shear stress

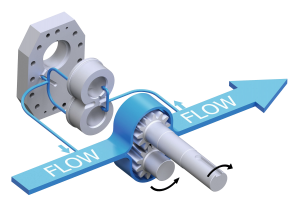
How a Gear Pump Works:
A gear pump is a positive displacement device consisting of two counter-rotating gears set within bearings and a close tolerance housing.
Polymer melt is fed to the suction (inlet) side and precisely metered to the discharge side.
The volume of material between each gear tooth is precisely the same and each full revolution will deliver a consistent, linear volume of output (measured in cc/rev).
The gear teeth mesh together, effectively forming a seal which allows pressure to build at the die.
Gear Pump components are generally considered to be 98-99+% efficient for most common extrusion applications and will process a broad range of melt viscosities and densities.
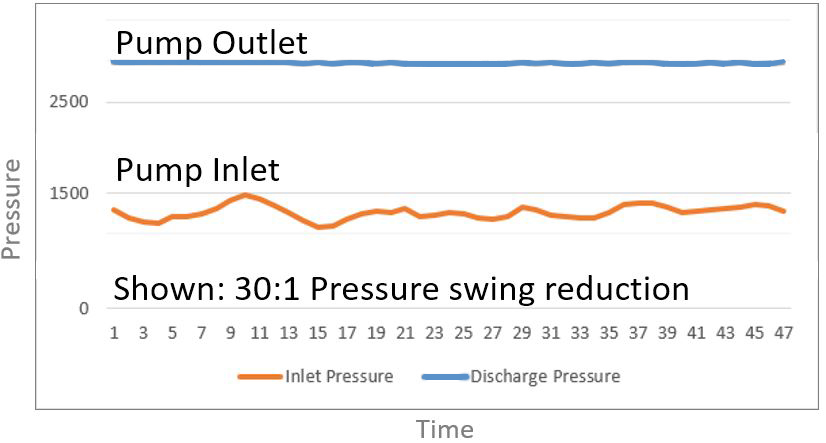
Pressure swing reduction (incl. video)
Application #1 – HDPE Pipe
- Pump Outlet Range: 0.17%
- Pump Inlet Range: 5.28%
Application #2 – Reclaim
Pump Outlet
High: 1,123 psi
Low: 1,118 psi
Median: 1,120.5 psi
Range: 5 psi
Variance: 0.44%
Pump Inlet
High: 810 psi
Low: 553 psi
Median: 681 psi
Range: 257 psi
Variance: 37.7%
51:1 Pressure Swing Reduction*
* varies with application – typ 20:1 – 50:1
Schematic
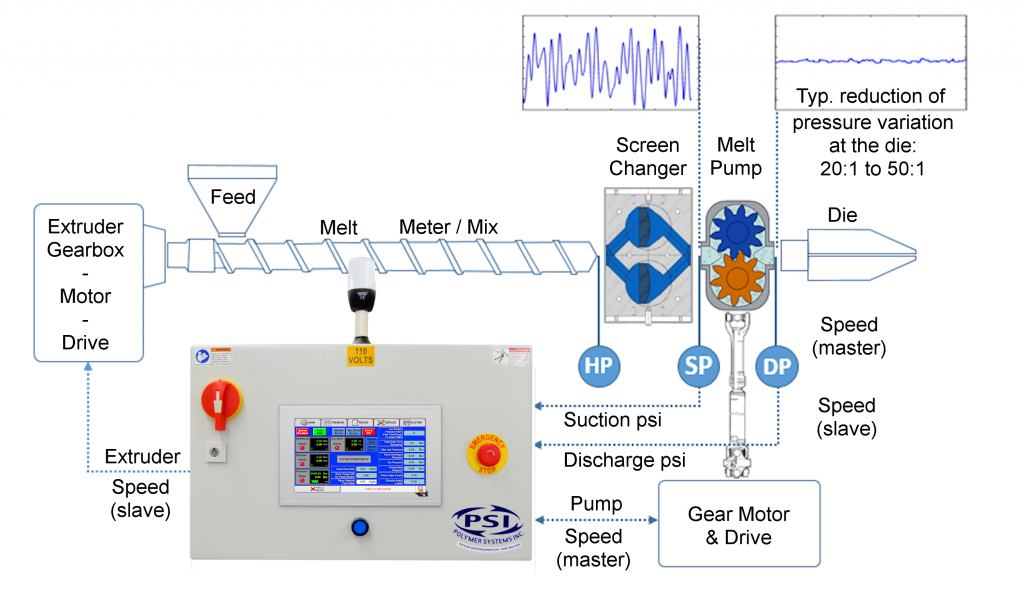
Typical control loop for constant volume output
Comparison with Gravimetric Extrusion Control
Water pipe producer Comparison with Extrusion Control
“We operate an extrusion control system and added a melt pump.
- Our dies and materials create high back pressures. Creating that pressure with a melt pump reduces the load and extends the life of thrust bearings, extruder screws, and grooved feed sections. It at least doubles their life. Big savings.
- Saves energy. The reduction in HP requirement for the extruder feed exceeds the horsepower required for the melt pump. Small savings, but real and consistent.
- Reduced melt temperatures. Less heat introduced via melt pump creating pressure vs. extruder (PSI: Rule of thumb: 6°-7°F per 1,000 psi drop)
- Even with virgin there is always some surging generating by the screw rotation. Compared to the gravimetric weigh hopper, the gear pump provides more consistent feed.”
| Extrusion Control | Gear Pump |
| Good for weight control | Good for gauge / wall control |
| Output tied to changes in density | Output tied to precise volumetric displacement |
| No short-cycle surge control | 20:1 - 50:1 surge control |
| Improves dimensional control | Tightest dimensional control |
| Low to moderate % of regrind | Up to 100% regrind (lower material cost) |
| Chases changes in die pressure | Controls die pressure |
| Pressure flow affects product gauge | Not an issue |
| Can control the puller speed | Can control the puller speed |
| Raises extruder head pressure | Lowers extruder head pressure (less extruder wear & tear) |
| No effective gain in output | Typ 10-15++% gain in output |
Think about it – slight changes in melt density from two different material suppliers (or blended reclaim feedstocks) having the same melt index can throw off weight-per-length in a gravimetric system. For the gravimetrics to maintain a weight-per-length setting, the seemingly insignificant melt density change from one gaylord to the next results in the gravimetric control generating a profile change (fatter or thinner wall) to compensate. Chasing gauge/wall changes when the weight is consistent can be hugely frustrating. PSI gear pumps with their volumetric displacement solve this. Changes in density between material feed supply with the same MI have no impact on dimensional stability of the product profile! If you want to control the profile, volumetrically control the feed to the die.
Gear Pump Payback
Conduit pipe producer (1.5″ SDR 13.5)
151g 0.33289 lbs. Average weight per length with NO PUMP
145g 0.31967 lbs. Constant weight per length WITH PUMP
6g 0.01323 lbs. Weight savings with pump
65 ft/min
3900 ft/hour
20 hours/day
5 days/week
50 weeks/year
257,985 lbs/year SAVED!
Drainpipe producer
“Big pressure swings mean the pipe has to run 40 grams heavier. With a gear pump, we can hold tolerances to 15 grams heavier.” corrugated pipe – fractional melt HDPE regrind flake
40g 0.08818 lbs. With no pump, run tolerances “X” heavier to accomodate pressure +/-
25g 0.05512 lbs. With the pump, we can hold tolerances to ‘x’ heavier
15g 0.03307 lbs. Weight savings with pump
12 ft/min
720 ft/hour
24 hours/day
7 days/week
50 weeks/year
200,007 lbs/year SAVED!
“In the past, no one cared about weight, but with efficiency controls that have been introduced, every bit of waste is counted.”